Il Metodo Kanban è uno dei pilastri portanti del Metodo Toyota. La metodologia del Just-in-time (JIT) infatti è alla base di ogni attività del sistema di produzione Toyota Production System (TPS).
Pensa al processo produttivo della tua azienda. Con ogni probabilità starai visualizzando nella tua mente un insieme di processi che vanno dalla ricezione dell’ordine alla consegna del prodotto finito o del servizio erogato. In questo percorso ci sono ovviamente delle stagnazioni e ritardi nel processo, dei posti di accumulo (di materiali, di scorte, di lavorazioni in sospeso, ecc.). Immaginando il processo produttivo come un flusso d’acqua, questi punti di accumulo sono come dei bacini in cui materiali, attività (e dunque costi) si accumulano. Facendo perdere produttività alla tua azienda e tenendo immobilizzati capitali o producendo ritardi non necessari.
Il Metodo Kanban invece, permette di cambiare completamente questo paradigma, andando ad eliminare tutti i punti di stagnazione e ottimizzando di conseguenza costi e tempi dell’attività aziendale.
Vediamo in questo post come ciò sia possibile e cosa fare per realizzare questo fondamentale cambio di organizzazione che comporta invariabilmente un’ottimizzazione di tempi e una riduzione di costi, preziosi per la tua PMI.

Flusso di produzione tradizionale vs flusso Just in Time e metodo Kanban
Contattaci per richiedere un primo appuntamento di analisi fattibilità per la tua azienda
Indice dei contenuti
- 1 Cos’è il Just in time
- 2 Metodo Kanban esempio facile per capirci al volo
- 3 Il Cartellino kanban
- 4 Le diverse modalità d’impiego del metodo Kanban
- 4.1 Il Dimensionamento dei cartellini nel metodo Kanban
- 4.2 Come implementare il metodo Kanban in azienda
- 4.2.1 Regola 1: I processi a valle devono prelevare presso i processi a monte i pezzi necessari, nella quantità necessaria e nel momento giusto.
- 4.2.2 Regola 2: I processi a monte producono unicamente ciò che è stato prelevato.
- 4.2.3 Regola 3: Solamente i prodotti esenti da difetti vengono inviati al processo successivo.
- 4.2.4 Regola 4: Deve essere istituita la produzione livellata.
- 4.2.5 Regola 5: I kanban accompagnano sempre le parti che contraddistinguono.
- 4.2.6 Regola 6: Il numero di kanban deve gradualmente decrescere con il tempo.
- 4.3 Benefici dati dall’implementazione del Metodo Kanban
Cos’è il Just in time
Nato nell’industria automobilistica giapponese, Just in Time, se tradotto dall’inglese significa “giusto in tempo”: a fronte di una richiesta di un prodotto/componente questo deve essere realizzato al momento giusto, nel posto giusto, nella giusta quantità e nella qualità richiesta.
È il cambio di paradigma di cui parlavamo prima, introdotto da Tahiichi Ono in Toyota, alla base dei successi di cui il Metodo Toyota e il Lean Thinking hanno ormai fatto parlare tutto il mondo.
L’obiettivo del JIT è quello di ridurre al minimo tutti i lead time di produzione e le quantità di scorte lungo il processo di produzione, per concentrarsi solo su ciò che apporta valore per il cliente.
Uno degli strumenti operativi che attua questi principi è il metodo kanban.
Cos’è il metodo Kanban: significato e definizione
Il metodo Kanban è il braccio operativo del Just In Time, uno degli strumenti fondamentali nella cassetta degli attrezzi del Consulente Lean.
Si tratta di un segnale visivo che autorizza la fase a monte a iniziare il processo produttivo.
Il metodo kanban fa sì che l’informazione viaggi in senso contrario rispetto al flusso dei materiali. Lo scopo è quello di tirare la produzione in base alle reali richieste del mercato, è cliente finale a determinare la cadenza del processo produttivo.
Kanban è una parola giapponese composta da “Kan”, che significa “visuale”, e “Ban”, che significa “segnale”. Questa tecnica prevede l’utilizzo di un sistema di cartellini per segnalare alle stazioni di lavoro a monte l’avvenuto consumo di materiali e quindi il fabbisogno di rifornimento.
Contattaci per richiedere un primo appuntamento di analisi fattibilità per la tua azienda
Metodo Kanban esempio facile per capirci al volo
Secondo la Lean production e il Lean Thinking i processi in azienda devono essere strutturati in modo da realizzare un flusso continuo in cui ogni parte del processo è fornitore della parte successiva e “cliente” della parte precedente. Fino naturalmente ad arrivare al cliente tradizionalmente inteso.
Quando il cliente, che dunque in quest’ottica può essere interno o il cliente finale vero e proprio, preleva un prodotto dal magazzino (ovvero dal processo precedente), il cartellino associato a tale prodotto viene staccato e inviato alla stazione a monte del flusso dei materiali.
Quest’ultima, che riceve il kanban, è autorizzata alla produzione, l’acquisto o la movimentazione del materiale ripristinando il contenitore vuoto e riattaccando il cartellino al prodotto.
Un po’ come nella staffetta: il successivo parte solo quando il precedente gli passa il testimone. Molto diverso da quello che succede nelle nostre aziende in cui spesso ognuno corre per la sua strada, attiva lavorazioni in funzione della comodità produttiva della singola area produttiva e non tiene in conto del disegno generale. La conseguenza ovvia è che si producono scorte di magazzino, materiali in attesa e spesso disservizi, difetti e problematiche dovute a cattiva comunicazione tra i reparti.
Oltre a stabilire il momento in cui produrre, e quindi a regolamentare il flusso, il metodo kanban indica invece anche l’esatta quantità da produrre/movimentare di quel dato articolo, dichiarata sul cartellino e non soggetta a variazione.
Nessun pezzo (fisico o cartaceo, il metodo kanban viene infatti molto efficacemente utilizzato anche negli uffici) viene creato o spostato senza un segnale Kanban. Un segnale Kanban deve accompagnare ogni contenitore nel processo. Il numero dei cartellini Kanban nel processo è ridotto per limitare le scorte.
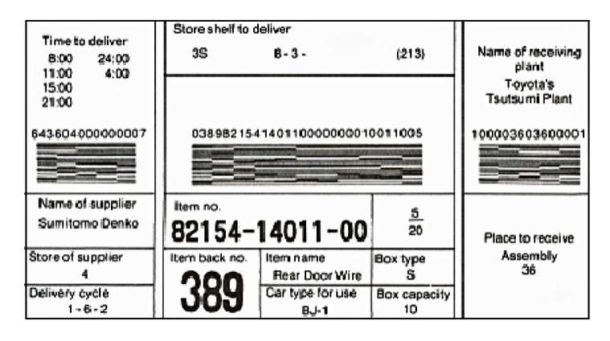
Il Cartellino kanban
Il Cartellino Kanban è il “testimone” della staffetta. La semplicità e l’economicità dello strumento ha favorito la sua diffusione e continuano, tutt’oggi, a renderlo uno degli strumenti estremamente efficaci per il controllo del Work in progress (WIP) del processo.
Il cartellino kanban può contenere diverse informazioni:
- Il materiale, parte, sotto assemblato, o numero di assemblato;
- Una descrizione con un disegno o fotografia, se possibile;
- Il precedente processo: da dove viene?
- Il processo successivo: dove va?
- Il processo di approvvigionamento sia esterno o interno: l’origine;
- Il cliente o il numero dell’ordine aziendale;
- Cosa, quando e quanto prelevare;
- Cosa, quando, e quanto produrre.

Le diverse tipologie e funzionamento del metodo Kanban
Si possono distinguere diverse tipologie dei cartellini del metodo Kanban, in funzione del luogo e dello scopo per cui sono stati realizzati.
Secondo una classificazione effettuata da Yasuhiro Monden (autore del libro “Toyota Production System: An Integrated Approach to Just-In-Time”) si possono identificare 5 tipologie di cartellini:
- Primary kanban: è il cartellino che si muove all’interno dei reparti produttivi dell’azienda. Ne vengono identificati due tipi in base alla funzione che svolgono:
- Kanban di produzione: avvia la produzione dell’articolo in oggetto nella quantità dichiarata nel cartellino;
-
- Kanban di prelievo: autorizza il rifornimento di un dato articolo verso i reparti produttivi nella quantità indicata dal cartellino;

cartellini-kanban-prelievo
- Supply kanban: è il cartellino che si muove tra le linee di produzione e i magazzini, interni ed esterni all’azienda;
- Procurement kanban: è utilizzato dall’aziende per effettuare un ordine presso un fornitore esterno;
- Subcontract kanban: è il cartellino creato per la movimentazione di articoli tra diverse unità all’ esterno dell’azienda;
- Auxiliary kanban: è utilizzato per particolari applicazioni (es. Express Kanban).
Oltre alle diverse tipologie di kanban, si definiscono anche diverse modalità d’impiego, in base al contesto di utilizzo.
Contattaci per richiedere un primo appuntamento di analisi fattibilità per la tua azienda
Le diverse modalità d’impiego del metodo Kanban
1. Kanban Tradizionale
In questa modalità d’impiego del metodo Kanban, per ogni articolo è previsto uno specifico numero di contenitori, aventi quantità di pezzi predefinita, e ad ogni contenitore è associato un cartellino di ripristino. Quando un contenitore viene svuotato si stacca il cartellino che vale come un ordine di ripristino.
2. Double Bin (doppio contenitore)
Detto anche Metodo Kanban Vuoto-Pieno. Prevede l’utilizzo di due contenitori, quando uno viene esaurito si stacca il cartellino avviando un ordine di ripristino. Il lead time di ripristino viene coperto dal secondo recipiente.
3. Signal Kanban (cartellino segnale)
Il Signal Kanban è utilizzato per applicare la metodologia del punto di riordino come gestione delle scorte di materiale. Generalmente viene utilizzo quando il lotto di produzione del fornitore ha una dimensione maggiore rispetto ai consumi del cliente. Il kanban non è associato ad un contenitore, ma viene inviato al fornitore quando si è consumato un determinato quantitativo di pezzi (o di contenitori). Ne esistono due tipi: il Triangular Kanban utilizzato per gli ordini di produzione ed il Material Requisition Kanban per la richiesta del materiale utilizzato per il rifornimento del componente. I pezzi vengono impilati, ad esempio, uno sopra l’altro e consumati in successione; quando l’operatore ritira il pezzo su cui è attaccato il cartellino lancia un ordine di ripristino. Il lead time di ripristino viene coperto dagli altri pezzi presenti nella pila.
4. Batch Kanban (lotto di cartellino)
Il funzionamento è lo stesso del metodo Kanban Tradizionale con la differenza che l’ordine di ripristino parte automaticamente solo dopo l’accumulo di un determinato numero di cartellini. Questo perché il lotto di produzione della fase a monte è più grande di quello della fase a valle; in questo modo i due processi possono essere programmati mantenendo al minimo le scorte (WIP, work in progress). Per monitorare il numero di cartellini accumulati e stabilire se e quando iniziare la produzione di un dato codice si utilizza il tabellone kanban dove le colonne corrispondono alle settimane lavorative e le righe ad uno specifico articolo. All’aumentare dei cartellini, si passa dalla zona verde-gialla-rossa; appena un cartellino viene posizionato in quest’ultima area deve essere immediatamente lanciato un ordine di ripristino di quel componente.
Il Dimensionamento dei cartellini nel metodo Kanban
Per non andare in stock-out con i magazzini, è necessario dimensionare correttamente il metodo kanban, ovvero definire il numero di cartellini necessari.
Può essere applicata la seguente formula:
KANBAN SIZE = DC x (DLT + DI + TLT) x (1+ RF)
Dove:
- DC (Daily consumption): consumo giornaliero calcolato su base previsionale (dato storico in assenza di previsioni)
- DLT (Delivery Lead Time): tempo necessario per la consegna del materiale
- DI (Delivery intervals): tempo tra due consegne consecutive (frequenza di controllo kanban)
- TLT (Transport Lead Time): tempo necessario per la consegna dei kanban (comprensivo del viaggio e delle attività di carico e scarico)
- RF (Risk factor): fattore di sicurezza del 10% per considerare la variazione dei consumi giornalieri (0.1)
Il numero di kanban (number of Kanban) è da considerarsi pari a 2. Nel caso in cui limiti materiali (dimensioni o peso dei componenti) e/o di gestione (tipo di movimentazione, dimensioni scaffali di stoccaggio, ecc.) non consentano la gestione del quantitativo calcolato (kanban size) in un unico contenitore, il numero di kanban verrà così determinato:
NUMBER OF KANBAN = (KANBAN SIZE x 2) / KANBAN QUANTITY
Dove KANBAN QUANTITY è la quantità massima gestibile in un contenitore (quantità fisicamente verificata).
Il numero decimale risultante dalla formula dovrà essere approssimato per difetto se minore di 0,2 e per eccesso se maggiore di 0,2.
Il numero di cartellini è legato alla domanda in quel periodo del cliente. Eventuali fluttuazioni corrispondono ad una variazione del numero di cartellini.
Come implementare il metodo Kanban in azienda
Per attuare l’obiettivo della produzione Just in Time (JIT) con il sistema informativo kanban si devono seguire le seguenti regole:
- I processi a valle prelevano gli articoli dai processi a monte;
- I processi a monte producono unicamente ciò che è stato prelevato;
- Solamente i prodotti esenti da difetti vengono inviati al processo successivo;
- Deve essere istituita la produzione livellata;
- I kanban accompagnano sempre le parti che contraddistinguono;
- Il numero di kanban deve gradualmente decrescere con il tempo.
Regola 1: I processi a valle devono prelevare presso i processi a monte i pezzi necessari, nella quantità necessaria e nel momento giusto.
Questa regola trasforma l’idea di “approvvigionare / fornire” con quella di “prelevare” e in un solo colpo risolve il difficile problema dell’approvvigionamento all’eccesso.
I passi seguenti devono essere seguiti per rendere efficace questa regola:
- Non eseguire prelevamenti senza il kanban;
- Prelevare solamente il numero di parti che indica il kanban;
- Il prodotto fisico deve sempre avere un kanban che lo accompagna;
Questa regola assicura che solo quello che è stato venduto sarà prodotto: questa non è solo la prima regola del sistema kanban, ma è un fattore cruciale della produzione snella stessa.
E’ da sottolineare come il livellamento della produzione, inteso su base giornaliera, è una condizione necessaria sia per i prelievi a piccoli lotti sia per la produzione a piccoli lotti nei processi a valle: questa è la condizione più importante per applicare la Regola 1.
Regola 2: I processi a monte producono unicamente ciò che è stato prelevato.
Considerando un dato processo del sistema produttivo, solamente la quantità esattamente richiesta/prelevata a carico del processo successivo sarà prodotta. Questo previene la sovrapproduzione, limitando il flusso totale di parti. Inoltre le scorte di processo vengono mantenute al minimo, cosicchè le parti devono essere realizzate nell’ordine con il quale vengono prelevate per evitare carenze / scarsità.
Anche la regola 2 ha alcuni passi che devono essere eseguiti per renderla efficace:
- Non produrre più del numero di kanban ricevuti;
- Produrre nella sequenza in cui sono stati ricevuti i kanban.
Quando vengono rispettate le Regole 1 e 2, tutte le fasi di produzione risultano collegate in modo da divenire una specie di convogliatore. L’equilibrio delle cadenze di produzione di tutti i processi verrà mantenuto unicamente se saranno state osservate rigidamente queste due regole. Se sorgeranno problematiche in una qualsiasi fase del processo produttivo, l’intero sistema potrà fermarsi, ma l’equilibrio tra le fasi verrà mantenuto.
Regola 3: Solamente i prodotti esenti da difetti vengono inviati al processo successivo.
La qualità è incorporata ad ogni processo. Questa regola è così importante che alcuni la ritengono la prima regola del sistema kanban: infatti se questa non viene seguita, il sistema kanban è praticamente distrutto.
Come la Regola 1, questa è inoltre un’importante caratteristica della produzione snella stessa.
Ogni processo identifica e corregge i propri difetti: le macchine devono essere in grado di fermarsi quando si verifica un difetto, cosicchè il problema possa essere risolto; ed i lavoratori devono essere capaci di fermare la produzione quando sorgono problemi. Se dei prodotti difettosi non vengono individuati finché il processo successivo non li ha prelevati, non si deve modificare il kanban. Invece, si deve chiedere che il numero esatto di articoli difettosi venga sostituito nel prossimo prelievo.
Regola 4: Deve essere istituita la produzione livellata.
La produzione livellata o il livellamento del carico, elimina le variazioni nel flusso in processi diversi ed aiuta a mantenere la produzione stabile, livellando la produzione attraverso piccoli lotti. Il livellamento della produzione è il metodo grazie a cui tutti i processi possono mantenere le attrezzature e i lavoratori pronti a produrre, nei tempi e nella quantità necessaria, senza portare ad eccessi / carenze di capacità o di giacenze ad ogni processo. Questa regola permette inoltre di adattarsi alle piccole fluttuazioni della domanda attraverso una messa a punto al variare delle condizioni. Secondo la Toyota, variazioni di domanda di circa il 10% possono essere gestite cambiando semplicemente la frequenza di rotazione dei kanban senza modificarne il numero totale.
Regola 5: I kanban accompagnano sempre le parti che contraddistinguono.
I kanban sono cartellini di identificazione che certificano la necessità di determinate parti ed assicurano un controllo visivo. Ciò era elencato anche sotto la Regola 1, ma viene considerato da molti una regola a se stante, perché il sistema non può funzionare se i kanban smarriscono le proprie parti caratteristiche.
Regola 6: Il numero di kanban deve gradualmente decrescere con il tempo.
Si deve minimizzare il numero di kanban per evidenziare le necessità per il miglioramento. Problemi di fermo linea, articoli mancanti e altri problemi diverranno gradualmente visibili al decrescere del numero di kanban in circolazione. Riducendo l’ammontare delle scorte nel WIP di processo, il sistema kanban mette attivamente in atto delle attività volte al miglioramento: sarà impossibile trascurare i miglioramenti attuando questo. Questa regola del kanban è ancora una volta un aspetto critico della produzione snella.
Benefici dati dall’implementazione del Metodo Kanban
Sono già stati menzionati alcuni dei benefici del kanban e della produzione di tipo pull. Si guarda ora nello specifico a come questi porteranno profitto all’azienda e aiuteranno gli addetti alla gestione della produzione.
Il sistema kanban e l’azienda:
- Elimina la sovrapproduzione: lo spreco n°1;
- Aumenta la flessibilità nella risposta alle richieste del cliente;
- Coordina la produzione di piccoli lotti ad ampia varietà di prodotto;
- Porta ad una semplificazione del processo di approvvigionamento;
- Integra tutti i processi produttivi e li interfaccia con il cliente.
Il sistema kanban aiuta gli addetti alla gestione della produzione nel:
- Collegare le informazioni alla rispettiva parte o prodotto;
- Trovare semplice e visivo il rifornimento di informazioni;
- Trovare semplici e visive le istruzioni di produzione;
- Eliminare l’inventario del WIP non necessario;
- Individuare sprechi ignoti nel processo produttivo.